Predict phases, hardness, residual stresses, and distortion for structural and low-alloy steels. Design and verify quenching, tempering, normalizing, and annealing schedules.
Develop heat treatment technologies for new products
Verify mass-production quality
Identify root causes of nonconformity to technical specs
Certify products without physical tests
.svg)
Save significant costs in materials and labor, in addition to reducing product development time.
.svg)
Prevent and correct casting defects, such as porosity, air inclusions, or solidification issues.

Experiment with different variables of the casting process to find the most efficient configuration.
.svg)
Input Parameters:
3D Model of the part
Thermal properties of the metal
Heat transfer parameters
Chemical composition of the metal
Isothermal holding time at the austenitization temperature
Fourier Solver:
Calculation of the temperature field
*.cst file with calculation results
Heat Treatment Module:
Calculation of the cooling rates field
Calculation of the structure and mechanical properties
*.u3d file with results
Simulation of:
Quenching
Normalizing
Annealing
Tempering
Results:
Structure (martensite, bainite,
ferrite-pearlite mix)
Vickers Hardness
Yield Strength
Tensile Strength
Relative Elongation


Oil Quenching
Initial Temperature of the Shaft: 1000 °C
Heat Transfer to Oil: 1500 W/(m²K)
Retention Time: until the surface temperature reaches 200 °C
Air Cooling: Down to 20 °C
Heat Transfer to Air: 10 W/(m²K)

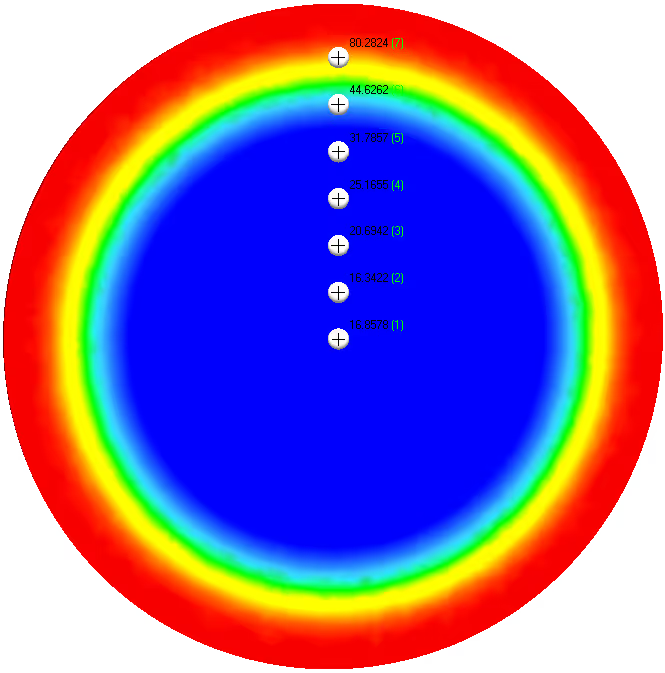
Result of the calculation of the metal structure after quenching

Martensite

Ferrite-Pearlite Mix

Bainite
Result of the calculation of Vickers hardness after quenching and tempering

After Quenching

After Tempering

Result of the calculation of tensile strength

After Quenching

After Tempering

Result of the calculation of yield strength after quenching and tempering

After Quenching

After Tempering

Result of the calculation of relative elongation

After Quenching

After Tempering

Result of the calculation of residual stresses after quenching

After Quenching

After Air Cooling
In the calculation of the stress state, a formation of a zone of high stresses which could lead to the destruction of the shaft was observed.
To prevent failure, the producer was advised to increase the retention time in oil to avoid secondary heating.
Had this study been conducted before quenching, the failure could have been avoided.




.svg)
.svg)
.svg)

.svg)